
Înainte de a începe procesul de sudare a oțelului inoxidabil, este necesar să explorați toate caracteristicile posibile ale unor astfel de suduri. Se fierbe oțel inoxidabil - nu cel mai simplu exercițiu, complexitatea căruia depinde de multe nuanțe.
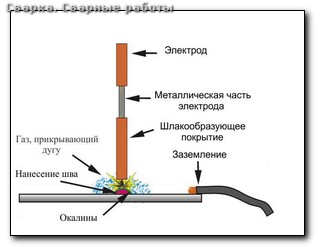
Schema dispozitivului semiautomat de sudare.
Principalele caracteristici care pot afecta în mod necesar calitatea sudării:
Sudarea oțelului inoxidabil semi-automat.
- Extinderea liniară și contracția turnării. Dacă contracția este ridicată, atunci șansa de deformare posibilă a metalului în timpul lucrului cu electrozii de sudură și după creșteri. Și dacă piesele care urmează să fie sudate sunt destul de largi și nu există nici un spațiu între ele, atunci posibilitatea unor crăpături mari crește.
- Conductibilitatea termică - din oțel inoxidabil, este aproape înjumătățită în comparație cu alte metale, deci la sudura este necesară reducerea amperajului cu 15-20%.
- Rezistența electrică este destul de ridicată, astfel încât sudarea cu electrozii convenționali este imposibilă datorită încălzirii excesive. Prin urmare, electrozii speciali sunt fabricați pe bază de tije de nichel-crom, cu lungimea maximă de 3, 5 cm pentru sudarea din oțel inoxidabil.
- Coroziunea intergranulară - oțelul inoxidabil este inerent în capacitatea de a pierde proprietățile anticorozive, dacă modulul termic al sudării este incorect sau dacă este selectată o mașină greșită. Esența acestui proces este că atunci când temperatura atinge mai mult de 500 de grade Celsius, pe marginea metalului apare crom și carbură de fier, ceea ce duce la coroziunea metalică. Cu toate acestea, există metode pentru a combate acest lucru, de exemplu, răcirea rapidă într-o varietate de moduri.
Caracteristici de sudare din oțel inoxidabil
Impuls dublu pentru sudarea perfectă a aluminiului și a oțelului inoxidabil.
Pentru sudarea corectă și precisă a oțelului inoxidabil este de asemenea necesar să se ia în considerare faptul că unele dintre proprietățile sale fizice diferă de oțelul obișnuit:
- rezistenta electrica - de 6 ori mai mare;
- punctul de topire - sub 100 de grade Celsius;
- conductivitatea termică - mai puțin cu 2/3;
- expansiunea termică este pe jumătate mai mare.
Există metode complet diferite de sudare a oțelului propriu. De exemplu, dacă grosimea metalului depășește 1, 5 mm, se utilizează sudarea cu arc electric, folosind electrozi de tungsten special, realizată într-un mediu inert. Dacă este necesar să sudați oțel subțire sau țevi, atunci cel mai bine este să recurgeți la sudură cu ajutorul electrozilor de topire în gaz inert.
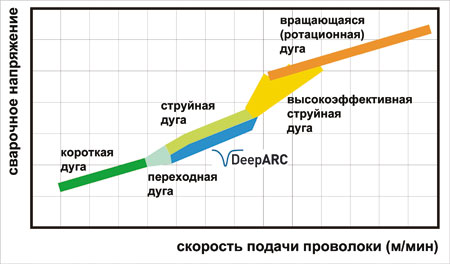
Sudarea cu arc cu arc ar trebui să se aplice numai foilor de oțel a căror grosime este de 0, 8 mm. Cu un arc scurt cu ajutorul electrozilor de topire, oțelul cu o grosime de 0, 8 până la 3, 0 mm este utilizat pentru sudare, iar oțelul cu o grosime a tablei de peste 3, 0 mm este utilizat pentru transferul cu jet de metal.
Cu toate acestea, dacă se ia în considerare sudarea cu plasmă, se poate concluziona că aceasta este potrivită pentru o variație foarte mare a grosimii, prin urmare, este utilizată mult mai des. Sudura cu arc submersibil este utilizată pentru grosimi de metal mai mari de 10 mm. Dar cele mai populare metode de sudura sunt sudarea folosind electrozi acoperiti, electrozi de tungsten intr-un mediu cu argon si sudare semi-automata cu argon cu sarma din otel inoxidabil.
Sudarea cu electrozi înveliți

Moduri de sudare în gaze inerte.
Dacă nu contează pentru ce fel de electrozi să efectuați sudarea și nu aveți cerințe speciale pentru îmbinarea sudură, atunci cea mai acceptabilă modalitate va fi sudarea cu electrozi înveliți (acestea includ electrozii OZL-8, NIAT-1, TsL-11). Dintre toți electrozii, este bine să alegeți cele care să asigure, după sudare, rezistența la coroziune, rezistența la căldură și proprietățile mecanice bune.
Sudarea trebuie efectuată la un curent constant cu polaritate inversă obligatorie. Trebuie avut grijă ca cusătura să se topească la minimum, deoarece electrozii utilizați la sudarea oțelului inoxidabil au un diametru mic și au nevoie de un minim de energie termică. Rezistența curentului în procesul de sudare a oțelului inoxidabil trebuie să fie strict ajustată cu 15-20% mai mică decât atunci când sudarea metalului obișnuit. Cu un curent înalt datorită conductivității termice scăzute și a rezistenței ridicate a electrozilor acoperite, pot apărea supraîncălzirea semnificativă și chiar detașarea pieselor. Din acest motiv, astfel de electrozi au o rată ridicată de topire, deci, dacă le folosiți pentru prima dată, atunci la început este posibil să fie neobișnuit.
Pentru a păstra caracteristicile de coroziune ale sudurii, răcirea accelerată trebuie să fie aranjată în timpul sudării. Pentru aceasta puteți utiliza garnituri de cupru sau o anumită aer suflare. Dacă oțelul este crom-nichel, îl puteți răci cu apă.
Sudarea oțelului inoxidabil folosind electrozi de tungsten
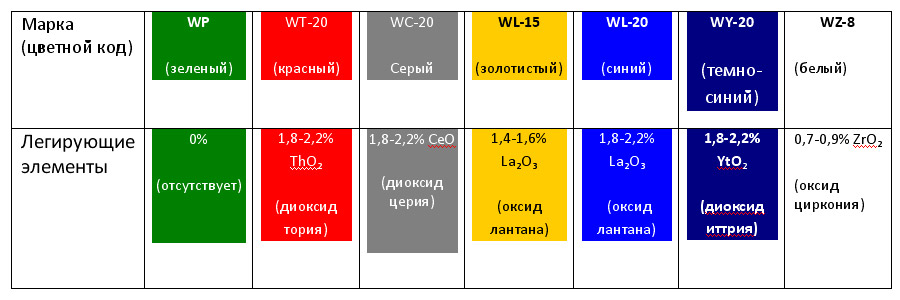
Electrozi de tungsten.
Sudarea cu electrozi de tungsten într-un mediu inert este adecvată atunci când metalul de sudat este foarte subțire sau dacă cerințele pentru calitatea îmbinării sudate sunt foarte mari. De exemplu, dacă aveți nevoie să gătiți țevi care ulterior vor fi folosite pentru a transporta gaze sau lichide sub presiune înaltă, această metodă de sudură este ideală. Procedura se desfășoară într-un mediu cu argon, curentul poate fi atât constant, cât și variabil, dar cu polaritate directă. În rolul materialului de umplutură se recomandă să se ia firul cu un nivel mai ridicat de dopaj decât metalul. În timpul funcționării, mișcările oscilante cu electrozi trebuie să fie evitate pentru a evita perturbarea zonei de gătit, ceea ce poate duce la oxidarea sudurii și la creșterea costului propriu-zis al procesului.
Pe partea inversă a aerului, cusătura trebuie protejată prin suflarea argonului, dar totuși oțelul inoxidabil nu este foarte critic pentru o astfel de protecție, dar este necesar să se elimine chiar și cea mai mică posibilitate de pătrundere a particulelor de tungsten în piscina de sudură. În acest caz, aprinderea fără contact a arcului de sudură vă va ajuta, de asemenea, puteți utiliza o placă de carbon sau grafit în același scop.
După finalizarea lucrărilor, pentru a nu se folosi prea mult electrodul tungsten, gazul nu ar trebui oprit imediat, dar după un timp (de obicei 10-15 secunde). Acest lucru ajută la evitarea oxidării puternice a electrozilor încălziți, ceea ce le sporește viața utilă.
Prevenirea defectelor
Sudarea oțelului inoxidabil cu propriile mâini.
La sudarea oțelului inoxidabil, este întotdeauna necesar să se țină cont de toate caracteristicile sale - în caz contrar, după muncă pot apărea diverse defecte de sudură nedorite, de exemplu, formarea de coroziune "cuțit". Pot apărea fisuri fierbinți datorită temperaturilor ridicate, în principal datorită fragilității cusăturilor.
Pentru a evita astfel de incidente, este mai bine să folosiți materiale de umplutură care vă vor ajuta să creați cusături puternice. Cu toate acestea, aceste materiale nu trebuie să conțină ferită mai mult de 2%. În plus, sudarea prin arc va contribui, de asemenea, la consolidarea cusăturilor, în care lungimea arcului va fi mică. Trebuie avut în vedere că craterele de pe metalul de bază nu ar trebui afișate.
Dacă utilizați sudarea automată, trebuie să vă amintiți că este de obicei folosit pentru gătit la viteze mai mici. Dar, pentru a reduce riscul de deformare, cel mai bine este să faceți mai puține abordări, deoarece sudarea la viteză maximă contribuie la o rezistență mai bună la coroziune.
Astfel, înainte de a alege care electrozii să sudați oțel inoxidabil, trebuie să vă familiarizați cu toate caracteristicile și caracteristicile sale, să știți exact ce cerințe vor fi plasate pe cusătura de sudură și în ce scopuri produsul va fi utilizat.