
Fiecare sudor știe că structurile sudate au proprietăți operaționale determinate de calitatea sudurilor.

Pentru a obține o construcție sigură și durabilă, este necesar să faceți o cusătură de înaltă calitate.
Calitatea necorespunzătoare a cusăturii de sudură duce la distrugerea rapidă a sudurilor și, dacă densitatea este insuficientă, se va afecta etanșeitatea. Procesul de distrugere este accelerat atunci când se utilizează structura în condiții de presiune înaltă.
Scopul inspecției de sudură
Înainte de trimiterea unui produs finit sudat la o inspecție ulterioară, este necesar să se controleze nivelul de calitate al sudurilor, ceea ce ajută la identificarea nu numai a defectelor externe, ci și a celor ascunse, pentru a le elimina. Construcția sudată se aplică numai după un control atent.

După sudură, trebuie să verificați cu atenție cusătura pentru fisuri și incompetență.
În prima etapă, produsul este supus unei examinări externe și identifică diverse defecte ale sudurilor, inclusiv prezența fisurilor și lipsa penetrării. Detectarea acestor defecte este disponibilă și cu ochiul liber, iar celelalte tipuri de deficiențe sunt determinate de utilizarea unui echipament special.
Există suduri de control, care sunt clasificate ca distructive și nedistructive. Acestea din urmă includ nu numai o metodă de examinare externă, ci și următoarele tipuri de control al cusăturii:
- Capilar.
- Cu ultrasunete.
- Radiații.
- Magnetic.
- Permeabilitatea.
Utilizarea metodelor de control nedistructive nu este asociată cu o modificare a aspectului produsului în sine. Metode distructive sunt utilizate la verificarea eliberării pieselor sudate în cantități suficiente, folosind un tip constant de sudură și aceleași condiții.
Inspectarea și testarea sudurilor: metode de inspecție

Factori care afectează calitatea sudurilor.
Sâmele pot fi controlate în diferite moduri, pentru care este prevăzută clasificarea acestora, care include următoarele metode utilizate în inspecție:
- Chimice.
- Mecanice.
- Fizică.
- Examinare externă.
Dacă luăm în considerare fiecare dintre ele în detaliu, atunci una dintre cele mai comune și accesibile este o examinare externă, care nu este asociată cu costuri materiale. Utilizarea oricărei îmbinări sudate este supusă acestei metode de control, indiferent de procesul de operații ulterioare, urmate de alte metode de control al cusăturilor.
Puteți efectua o examinare externă cu identificarea aproape a tuturor tipurilor de defecte ale sudurilor. Această metodă de control este asociată cu identificarea penetrării slabe, a subcotării, a căderii sau a altor defecte care sunt disponibile pentru vizualizare. Pentru punerea în aplicare a examinării externe se poate aplica lupa, care crește de 10 ori.
În condițiile examinării externe, observarea poate fi nu numai vizuală, ci și legată de măsurarea sudurii, efectuând măsurători ale marginilor care sunt pregătite în avans. Procesul de producție în masă a produselor sudate este asociat cu utilizarea de șabloane speciale care vă permit să efectuați măsurători ale fiecărui parametru al sudurii cât mai exact posibil.
Metode de control fizic
Aplicarea metodei magnetice a cusăturilor de sudură
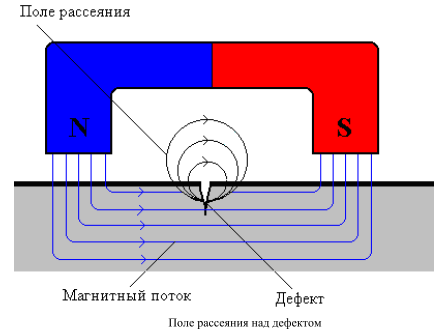
Schema metodei magnetice de control al calității sudurii.
Detectarea defectelor în procesul de control magnetic se bazează pe capacitatea câmpului magnetic de a se dispersa. În acest scop, este necesar să conectați miezul electromagnetic și apoi să îl plasați în solenoid. Compusul magnetizat trebuie să aibă o suprafață pre-acoperită cu pilitură de fier, scară etc. Trebuie utilizate astfel de elemente care să reacționeze la apariția câmpurilor magnetice.
Dacă sudura are defecte, apare formarea de clusteri de pulbere, care, atunci când interacționează cu un câmp magnetic, începe să se miște cu formarea unui spectru magnetic direcțional. Pentru o mișcare mai ușoară a pulberii sub influența câmpurilor magnetice, produsele sudate se lovesc, ceea ce conferă cea mai mare mobilitate cerealelor și boabelor mici.
Fixarea câmpului magnetic al dispersiei se efectuează cu ajutorul unui dispozitiv special, adică un detector de defecte magnetografice. Pentru a determina calitatea conexiunii, puteți utiliza metoda de comparare cu standardul. Această metodă este simplă și fiabilă, precum și ieftină. Metoda de control magnetic a cusăturilor de sudură este indispensabilă în procesul de instalare a conductelor, care joacă un rol responsabil. Este adesea folosit în timpul construcției.
Metoda de monitorizare a radiațiilor și metoda cu ultrasunete
Schema de control radiografic: 1 - sursa de radiații; 2 - pachet drept; 3 - sudură; 4 - casetă cu detector și ecrane; 5 - graficul intensității radiației.
Metoda de control a radiațiilor este asociată cu determinarea defectelor în orice cavitate a sudurilor care sunt invizibile. Cusăturile translucide care utilizează raze X sau radiații gamma, care pot penetra structura metalică a produsului.
Radiația este creată de surse speciale, instalare pe bază de raze X sau gamma. Sursa de cusătură și radiație trebuie să fie una în fața celeilalte. Aranjamentul filmului cu raze X este legat de instalarea acestuia într-o casetă specială, care este opacă. Când filmul este iradiat cu raze X care trec prin structura metalică, petele rămân mai întunecate. Acest lucru se datorează faptului că cel mai mic absorbție a razelor este cauzată de locurile defecte.
Utilizarea metodei cu raze X este sigură pentru sănătatea umană, dar sursa radiației, adică aparatul cu raze X, este prea greoaie. Utilizați-l exclusiv în spital. Intensitatea sursei de radiații gamma este semnificativă, ceea ce vă permite să controlați sudurile, caracterizate prin cea mai mare grosime. Echipamentele portabile și disponibilitatea metodei ieftine fac acest tip de control cel mai des întâlnit în construcții.
Gama radiațiilor este mai periculoasă decât razele X, datorită trecerii unei pregătiri speciale. Utilizarea metodei de control radiografic are dezavantajul că nu poate detecta prezența fisurilor care nu sunt localizate în conformitate cu direcția fluxului de raze.
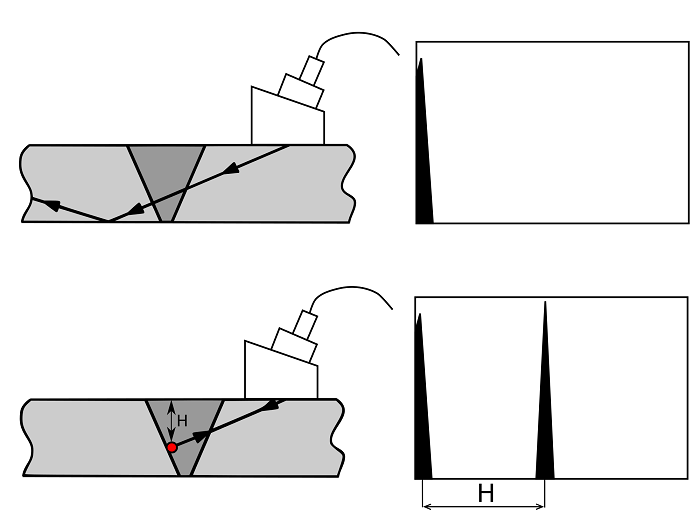
Inspecția ultrasonică a sudurilor.
Utilizarea metodei cu ultrasunete este asociată cu utilizarea metodei de control acustic. Acest lucru vă permite să identificați diferitele neajunsuri, adică porii de gaz și fisurile, inclusiv astfel de defecte, de dragul căruia nu se utilizează metoda de detecție a defectelor la radiații.
Metoda cu ultrasunete efectuează teste legate de reflectarea undelor sonore de la limita separării mediilor. Utilizarea metodei piezoelectrice în crearea unei unde sonore a devenit larg răspândită ca metodă pentru controlul unei suduri. Baza acestei metode este principiul creării unei oscilații mecanice ca urmare a aplicării unui câmp electric alternativ.
Control de inspecție distructivă
Condiții pentru metoda de control mecanic
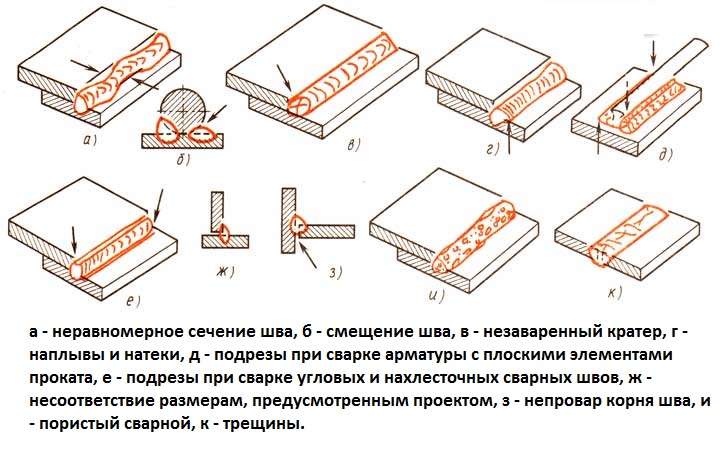
Model de defecte de sudură.
Distrugerea mecanică a produselor în procesul de testare prin metoda metalografică este necesară pentru identificarea caracteristicilor sudurilor.
Obiectul încercărilor sunt eșantioane cu cusături sudate, care sunt decupate din cusăturile de sudură ale probelor de comandă sudate special ale îmbinărilor. Acestea sunt eșantioane fabricate pe baza cerințelor relevante pentru nivelul tehnologic al produselor de sudură în condiții speciale. Este necesar să se preleveze eșantioanele având forma corespunzătoare și o anumită dimensiune.
Scopul principal al controalelor de control este analiza și evaluarea:
- rezistența sudurii;
- calitatea metalului;
- alegerea corectă a tehnologiei;
- nivelul de calificare al muncitorului-sudor.
Puteți compara caracteristicile sudurilor cu proprietățile metalului. În cazul rezultatelor nesatisfăcătoare, corespondența dintre totalurile pentru nivelul dat nu este notată. Testarea mecanică se efectuează pe baza GOST 6996-66, unde tipurile de teste de control ale îmbinărilor metalice sudate pentru:
Parametrii pentru controlul calității sudurii.
- Diferite secțiuni individuale și în general.
- Rezistență statică și îndoire statică.
- Natura șocului de îndoire.
- Nivelul de rezistență în condiții de îmbătrânire.
- Rezultatul măsurării caracteristicilor durității.
Realizarea testelor de control pentru a identifica întinderea statistică asociată cu determinarea nivelului de rezistență al sudurii. Definiția îndoirii statistice implică studierea proprietăților de plasticitate ale sudurii. Testele asociate cu detectarea defectelor sunt efectuate înainte de formarea primelor deficiențe în zona zonei întinse, ținând cont de unghiul de îndoire.
Teste de identificare a îndoielii statistice produse prin utilizarea unor eșantioane tehnologice prelevate din noduri cu cusătura transversală sau longitudinală. Când se testează îndoirea și ruperea impactului, se determină rezistența la impact a sudurii. Conform durității sale revelate, fiecare dintre modificările structurale ale metalului, valorile gradului său de perforare după sudare și în timpul răcirii ulterioare sunt examinate.
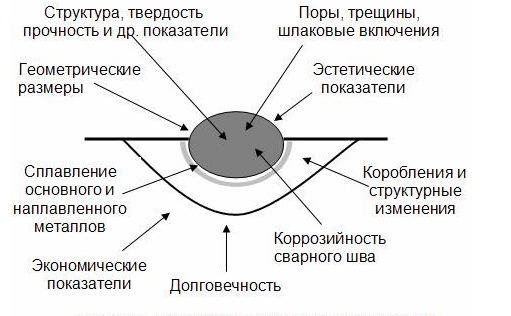
Aplicarea metodelor de control macro și microstructural
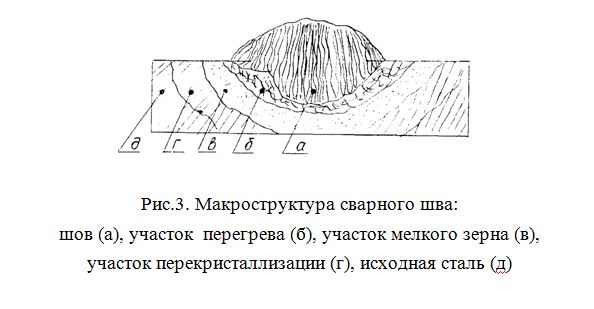
Schema de microstructură a sudurii.
Studiul metalelor, realizat pe baza metodei macro și microstructural, include nu numai procesul de detectare a prezenței defectelor de o anumită natură, ci și determinarea calității îmbinării sudate.
Metoda macro-structurală implică studiul macro-secțiunilor care sunt prezente în fracturile metalice, care sunt determinate folosind o lupă sau o inspecție vizuală. Studiile macroeconomice determină natura fiecărui defect, localizarea acestuia, dacă sunt vizibile în diferite zone ale sudurilor.
Analiza microstructurală este asociată cu analiza structurii metalelor. În procesul de cercetare, o mărire vizuală de 50-2000 de ori este posibilă dacă se utilizează un microscop optic. Microscanningul este asociat cu determinarea cantității de metal, detectarea arsurii sale, prezența oxizilor în structura sa, contaminarea sudurilor, prezența incluziunilor nemetalice. Acest lucru face posibilă studierea granulelor metalice, determinarea dimensiunii acestora, pentru a investiga modificările compoziției metalului. Detectarea posibilă a porilor microscopici, a fisurilor, a altor defecte care umple sudurile.
Utilizarea metodelor adecvate pentru producerea de secțiuni subțiri în studiile metalografice este asociată cu prepararea probelor pentru control prin tăierea acestora din produsul principal. Realizarea analizei metalografice este asociată cu utilizarea suplimentară a metodelor chimice.
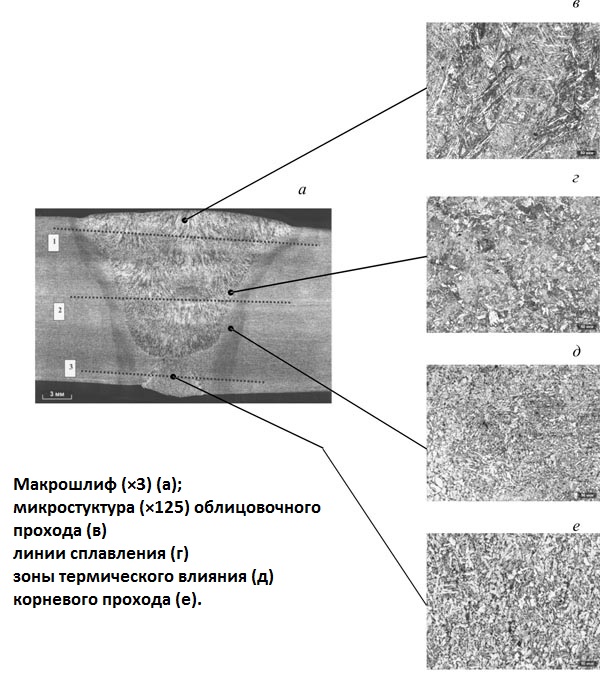
Studii metalografice ale sudurii.
Testarea permite obținerea caracteristicilor corespunzătoare ale sudurilor, care iau în considerare condițiile adecvate pentru utilizarea structurilor metalice sudate. Procesul de control este asociat cu identificarea rezistenței la coroziune a produselor care funcționează în medii agresive.
Toate metodele de control relevante sunt aplicate în procesul de distrugere a structurilor. Cursul acestor teste se bazează pe capacitatea structurii de a rezista unei sarcini de proiectare date și determinării încărcărilor distructive cu o anumită marjă de siguranță.
Realizarea testelor structurilor distructabile, monitorizarea stării schemei de distrugere, care trebuie comparată cu condițiile de funcționare a structurii. Numărul de produse care trebuie testate trebuie să îndeplinească specificațiile stabilite, determinate de organizarea existentă a procesului de producție.
Metoda de testare nedistructivă a sudurilor
Controlul, care este nedistructiv, este asociat nu numai cu efectuarea unui examen extern, inclusiv cu studiul stării de etanșeitate a cusăturilor. Acesta vă permite să detectați defectele de pe suprafață, care pot fi interne și ascunse.
Măsurarea asociată efectuării unei inspecții externe a sudurii poate fi considerată obișnuită datorită simplității sale. Acceptarea oricărei unități finisate sudate se efectuează după primele operații de control.
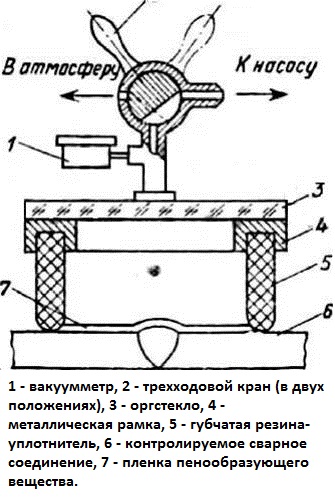
Circuitul de scurgere de control cu o cameră de vid.
Controlul produselor și ansamblurilor se face atunci când acestea sunt deja pregătite în întregime.
Dacă o examinare externă arată că există defecte, acestea trebuie reparate înainte de începerea testării. Controlul stării de sudura se realizează prin metode precum:
- Capilar (kerosen).
- Chimic (amoniac).
- Bubble (presiune hidraulică sau aer).
- Evacuarea.
Să ne ocupăm de aceste metode de control.
Cercetare capilară
Utilizarea metodei capilare se bazează pe o anumită proprietate a lichidelor asociată cu posibilitatea de penetrare prin capilare, care sunt fisuri microscopice, în structura metalelor. Metoda capilară este asociată cu activitatea fluidului din capilare. Lichidul se poate retrage prin penetrarea capilarelor. Utilizarea anumitor produse (kerosen) vă permite să detectați prezența defectelor prin suduri.
Tabel pentru inspecția capilară a sudurilor.
Utilizarea controlului capilar este asociată cu inspecția oricărui produs sudat, fără a lua în considerare formele, dimensiunile și materialele din care sunt fabricate. Această metodă este mai potrivită pentru detectarea diferitelor defecte pe suprafața cusăturilor. Defectele sunt invizibile, astfel încât acestea nu pot fi detectate cu un simplu ochi, precum și cu o lupă.
Pentru a testa sudurile de densitate bazate pe metoda capilară, permiteți substanțelor speciale, numite penetranți. Intrând în structura materialelor investigate cu defecte pe suprafața îmbinării sudate, le vopsește într-o culoare strălucitoare, permițându-vă să vedeți rapid crack-ul.
Cu un nivel ridicat de umectabilitate a lichidului și cea mai mică rază a capilarului, există o creștere a adâncimii și a vitezei de penetrare a lichidului. Ca urmare a aplicării metodei capilare, este posibil să se detecteze nu numai defecte invizibile sau slab vizibile cu o cavitate deschisă. Cu toate acestea, această metodă vă permite să identificați tipurile de defecte end-to-end, dacă în procesul de detectare a acestora utilizați kerosen.
Controlul chimic și aplicarea acestuia

Pentru a controla calitatea sudurilor folosind o metodă chimică, se folosește o soluție de cretă în apă.
Pentru a acoperi sudurile, se utilizează o soluție de cretă în apa utilizată pentru a trata partea accesibilă a sudurii, ceea ce permite o inspecție amănunțită și identificarea tuturor defectelor. După uscarea suprafeței vopsite, cusătura trebuie umplută abundent cu kerosen. În cazul în care cusăturile sunt libere, acest lucru este dezvăluit atunci când există o acoperire de cretă și urme de kerosen pe ea.
Controlul amoniacului se efectuează în prezența unor indicatori care își pot schimba culoarea în prezența unui mediu alcalin care îi afectează. Reactivul din acest proces este gaz amoniacal, care este folosit pentru control.
Efectuarea testelor, pe o parte a benzii de hârtie, care este udată într-o soluție de 5% a unui indicator special. Pe partea opusă a cusăturii, compusul este tratat cu un amestec de gaz amoniac și aer. Atunci când amoniacul penetrează prin îmbinări sudate, se deteriorează în prezența unor defecte.
Metode de control pentru presiunea hidraulică și a aerului
Controlul presiunii aerului se efectuează la verificarea pe baza analizei etanșeității îmbinărilor sudate. Pentru a face acest lucru, ele sunt scufundate complet într-o baie plină cu apă. Apoi, este alimentat cu aer comprimat, luând în considerare nivelul de presiune, care depășește nivelul de lucru cu 10-20%.
Dacă structurile sunt mari, ele sunt acoperite cu indicatoare de spumă după ce presiunea internă a fost aplicată la sudură. O soluție de săpun poate acționa ca un indicator de spumă. Dacă în sudură există diferite scurgeri, încep să apară bule de aer. Testarea prin aer comprimat sau gaz trebuie să fie însoțită de respectarea regulilor de siguranță cerută.
Rezistența și densitatea produselor sunt verificate prin monitorizare în prezența presiunii hidraulice. Pre-cusăturile sunt sigilate complet folosind dopuri impermeabile. Uscarea cusăturilor de aer se efectuează prin suflare a aerului. După aceea, produsul trebuie umplut sub presiune excesivă cu apă, care este de 1, 5-2 ori mai mare decât nivelul presiunii de lucru. În plus, este necesar să se susțină perioada necesară. În cazul în care apare o scurgere, pot fi detectate defecte.
Controlul vidului implică testarea unei suduri care nu poate fi testată utilizând kerosen, apă sau aer. În procesul de testare, cusătura este înregistrată pentru penetrarea aerului prin deficiențele sudurii. Înregistrarea se efectuează pe aceeași zonă de cusătură de pe aceeași parte a produsului, unde este creat vidul.