
Conductele sunt conducte formate dintr-un număr mare de conducte, interconectate prin sudură. Acesta din urmă poate fi efectuat prost, ceea ce va atrage consecințe ireparabile - o ruptură a sudurii. Prin urmare, înainte de punerea în funcțiune a conductei, se efectuează testarea nedistructivă a conductelor.
Importanța controlului calității
Structurile principale cu tuburi sunt supuse unor sarcini serioase, atât din interior, cât și din exterior. Prin urmare, se acordă o atenție deosebită controlului calității sudurilor.
Procesul de sudare este asociat cu o temperatură ridicată, care topește metalul țevilor. În acest moment structura lor se schimbă. Dacă nu urmați tehnica procesului de sudare, atunci după răcire se formează defecte în interiorul cusăturii. Metalul sudat devine neomogen.
Soiuri de defecte:
- Externă. Bine vizibil pe suprafața cusăturii. Această categorie include și acele defecte care se află în interiorul metalului la o adâncime de cel mult 2 mm.
- Interne, sunt și profunde. Sunt situate la o adâncime mai mare de 2 mm.
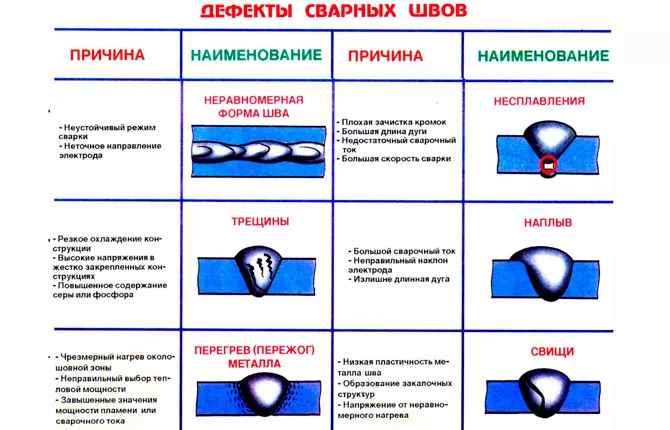
Defecte la îmbinările conductelor au forme și locații diferite. Printre ele există defecte cu denumiri standard și specifice:
- Crăpături. Un defect care este de câteva ori mai lung decât este larg. Acesta este cel mai periculos moment al sudurii, care duce adesea la ruperea acesteia. Fisurile se împart în două categorii. Ele pot fi amplasate atât în interiorul cusăturii, cât și în exterior.Adesea există crăpături. Sunt cei mai periculoși.
- Pori, sunt scoici. Defecte sferice (forma poate fi diferită, dar întotdeauna goală), formate din cauza gazelor care sunt eliberate în timpul sudării metalului. Ei aparțin grupului interior.
- Cratere. Aceștia sunt practic pori care s-au format pe suprafața sudurii conductei (depresiuni mici). Motivul apariției lor este o întrerupere a arcului de sudare. Pericolul craterelor este că la locul lor de apariție, grosimea sudurii scade. Și acest lucru afectează rezistența articulației.
- Undercuts. Format la marginea capetelor țevilor și a sudurii. Acest lucru reduce aria de contact dintre cele două metale. În astfel de tronsoane, tensiunea internă crește, mai ales atunci când sarcina pe conductă crește.
- Influxuri. Acesta este un strat de metal care este suprapus pe suprafața cusăturii. Se pare că straturile superioare și inferioare sunt practic fără legătură. Secțiunea transversală a conexiunii nu este aceeași cu cea cerută de GOST.
- Lipsa fuziunii. Tipul de defecte interne. Se caracterizează prin faptul că în interiorul racordului conductei există un metal care nu are caracteristicile necesare. A fost creat sub acțiunea unei temperaturi mai scăzute decât cea cerută de GOST. Prin urmare, din cauza sarcinilor dintr-o astfel de secțiune, tensiunile metalului cresc rapid, ceea ce duce la deformare cu ruptură ulterioară.
- Metalul sudat este poros. Aceștia sunt toți aceiași pori sau cochilii, doar de dimensiuni mici și distribuite uniform pe întregul volum al îmbinării sudate (în ansamblu sau în secțiuni).
- Particule străine în interiorul metalului de sutură. Motivul este munca slabă a sudorului. Înainte de a începe sudarea, toate suprafețele de îmbinat sunt curățate temeinic. De obicei, se folosesc perii metalice și degresanți pentru aceasta. Dacă pregătirea nu este efectuată, resturile vor intra în sudură, reducându-i rezistența.
- Arde. Acesta este momentul în care tehnologia de sudare este întreruptă și arcul electrodului trece prin metalul îmbinării. Din același motiv, slăbirea se formează pe ceal altă parte.
 Defecte ale îmbinărilor sudate ale conductelor
Defecte ale îmbinărilor sudate ale conductelor
Pentru ca toate aceste probleme să nu afecteze funcționarea conductei, se efectuează controlul. Astăzi se folosesc diferite metode, dar toate se încadrează în categoria nedistructive. Există și metode distructive, dar sunt folosite pentru cercetări de laborator. Nedistructiv în toate celel alte cazuri.
Sunt convenabile pentru că:
- nu este nevoie să tăiați obiectul de testat și să-l duceți la laborator;
- toate procesele sunt efectuate la locul de sudare;
- Pentru testare este necesar un echipament compact și ușor.
Există cerințe stricte pentru testarea nedistructivă a conductei. Diagnosticul este efectuat de un specialist instruit. În același timp, regulile și reglementările pentru efectuarea controlului sunt respectate cu strictețe.
Ce metode sunt folosite în timpul testării nedistructive
Există mai multe tipuri de testare nedistructivă a conductelor, care utilizează diferite materiale, dispozitive și tehnologii.
De bază:
- Control vizual de măsurare.
- Detecția defectelor radiografice.
- Folosirea ultrasunetelor.
- Detecția defectelor magnetice.
- Metoda capilară.
Măsurare vizuală
Acest tip de inspecție a conductelor se bazează pe inspecția îmbinărilor conductelor, atât vizual, cât și cu ajutorul instrumentelor de măsură. Prin urmare, această tehnică detectează numai defecte externe.
Această metodă nedistructivă este inexactă, deși ușor de implementat. Acest tip de control este obligatoriu. Se efectuează înainte de a trece la o altă metodă nedistructivă. La urma urmei, după ce ați găsit un defect la suprafață, nu puteți trece la o altă etapă, care este mai costisitoare de efectuat.O astfel de îmbinare poate fi imediat respinsă.
În ceea ce privește ușurința conducerii, de obicei se folosește un simplu dispozitiv de măsurare, de exemplu, un șubler sau o riglă. Înainte de măsurători, zona defectă este curățată cu alcool, acid sau alt solvent.
Dacă, de exemplu, fisura este mică, se ia o lupă în ajutor. O condiție prealabilă pentru acest tip de testare nedistructivă este determinarea formei defectului și a dimensiunii acestuia.
 Testarea nedistructivă de măsurare vizuală a conductei
Testarea nedistructivă de măsurare vizuală a conductei
Detecția defectelor radiografice
Una dintre cele mai precise metode de testare nedistructivă a conductei, care vă permite să identificați chiar și defectele minore ale sudurii. În același timp, se stabilește și locația lor exactă.
Tehnica se bazează pe o radiografie convențională. Ei folosesc o mică instalație care strălucește prin metalul conexiunii elementelor conductei și le afișează pe film cu raze X.
Testări nedistructive cu ultrasunete
Tehnologia se bazează pe schimbări acustice din interiorul metalului. Dacă este omogen, atunci sunetul va trece fără a-și schimba caracteristicile și direcția. Când se întâlnește un defect pe parcurs, vor apărea modificări și se vor reflecta în receptor. Parametrul principal al schimbării este viteza de mișcare a sunetului.
Esența tehnicii nedistructive:
- ultrasunetele cu frecvență ultra-în altă de vibrații sunt emise de la amplificator;
- trece prin sudură;
- dacă se ciocnește, de exemplu, cu o fisură sau o cochilie, atunci se va reflecta de pe suprafața lor interioară (cavitatea), se va schimba direcția și se va întoarce la receptor.
Cu cât unghiul de refracție este mai mare, cu atât fisura sau alt defect este mai mare.
 Testarea nedistructivă cu ultrasunete a conductei
Testarea nedistructivă cu ultrasunete a conductei
NDT magnetic
Există un astfel de termen ca permeabilitatea magnetică. Acesta este momentul în care undele magnetice trec prin metal pentru o anumită perioadă de timp. Dacă acest indicator scade, atunci în interiorul materialului pe drum undele au întâmpinat un obstacol, pe care au început să o ocolească. Prin urmare, viteza lor a scăzut și timpul de călătorie a crescut.
Echipamente speciale sunt folosite pentru a efectua această testare nedistructivă a îmbinărilor sudate în conducte. Cu ajutorul acestuia, undele electromagnetice trec prin metal. Pulberea este turnată în prealabil pe suprafață sau o suspensie este turnată cu fier în interior. Mineralul se adună în jurul zonei defecte.
Există o altă opțiune numită magnetografie. Aici, în loc de pulbere sau suspensie, se folosește o peliculă magnetică. Pe el sunt afișate toate deficiențele metalului. După efectuarea procedurilor de control, filmul este plasat într-un detector de defecte, de unde se citește informațiile. Poate fi sunet sau sub forma unei imagini.
Testări capilare nedistructive
Această tehnologie face posibilă identificarea defectelor de sudură într-un sistem de conducte folosind fluide speciale numite penetranți. Principala lor proprietate este de a pătrunde în materiale, chiar dacă au modificări capilare.
Astfel de lichide includ:
- kerosen;
- terebentină;
- benzen;
- ulei de transformator, etc.
Dacă penetrantul a trecut prin metalul îmbinării țevii, înseamnă că există un defect în acesta. Dacă nu este trecut, atunci totul este în ordine.
Procesul NDT:
- cretă sau caolin în formă lichidă se aplică pe îmbinarea sudata a conductei;
- după ce stratul aplicat se usucă, partea uscată este îndepărtată;
- kerosen se aplică peste stratul rămas;
- în jumătate de oră trebuie să verificați partea din spate a îmbinării;
- dacă acolo se găsesc pete de kerosen, atunci cusătura este defectă, dacă nu, conexiunea este fiabilă.
Astăzi, la penetranți se adaugă substanțe care ajută la identificarea mai clară a deficiențelor metalelor. Practic două:
- pigment roșu;
- substanță luminiscentă.
Prima se foloseste cand controlul se efectueaza ziua cu lumina naturala pe santier. A doua noapte, pentru care folosesc lămpi cu lumină ultravioletă.
 Aplicație penetrantă
Aplicație penetrantă
Încercarea nedistructivă a unei conducte care nu este supusă unor solicitări serioase poate fi efectuată în moduri mai simple: hidraulice sau pneumatice. Pentru a face acest lucru, în interiorul conductei este condusă apă sub presiune sau, respectiv, aer.
În primul caz, testarea nedistructivă se efectuează prin detectarea petelor de pe partea opusă a conexiunii, adică din exteriorul țevilor. În al doilea, se folosește suplimentar spumă, care este aplicată pe sudură. Dacă începe să bule, există un defect.
Testările nedistructive ale conductelor au făcut mai ușoară verificarea integrității și calității conexiunilor conductelor. Utilizarea detectării defectelor, în special cu raze X și ultrasunete, a adus practic probabilitatea detectării defectelor de sudare mai aproape de 100%. În același timp, un astfel de control vă permite să aflați unde se află defectul, câte dintre ele, ce dimensiuni și forme.
Credeți că este necesară aplicarea unor metode mai sofisticate de testare nedistructivă a conductelor sau poate fi suficientă alimentarea cu apă/aer a sistemului? Scrieți în comentarii. Distribuiți articolul pe rețelele sociale și marcați-l.
Veți afla mai multe despre cum sunt testate sudurile în videoclip.
Surse:
- https://iseptick.ru/truby-i-fitingi/nerazrushayushhij-kontrol-truboprovodov-i-svarnyx-soedinenij-metody-kontrolya.html
- https://elsvarkin.ru/texnologiya/kontrol/soedinenij-truboprovoda
- https://spark-welding.ru/montazh-i-remont/metody-nerazrushayushchego-kontrolya-truboprovodov.html