
În cazul sudării cu arc de argon a aluminiului, arcul este cel mai stabil atunci când electrodul este în poziție verticală și se deplasează de-a lungul îmbinării (în timpul sudării articulațiilor cap la cap). O tijă aditivă poate fi inserată din partea din față sau din spate a arcului. Cu toate acestea, în majoritatea cazurilor se utilizează prima metodă. Amplasarea arzătorului și tijei aditivului în procesul de sudare a îmbinărilor drepte poate fi după cum urmează: sudarea prin sudură cu aditiv, cu flanșă, cu o suprapunere cu o penetrare.
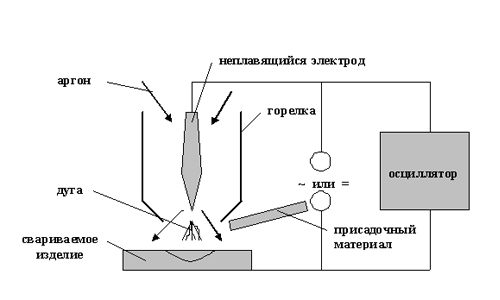
Schema de sudura cu argon.
În cazul sudării conexiunii la flare, arcul ar trebui să aibă o lungime mică, totuși trebuie evitate scurtarea circuitelor. În timpul procesului de sudare, electrodul va fi amplasat sub partea superioară a flanșei. În procesul de sudare a cusăturilor circulare, axa electrodului tungsten este plasată la un unghi de 75-80 ° față de tangenta cu baza produsului la locul de sudură, în timp ce produsul va trebui rotit cu aceeași viteză. Cusătura circulară se termină cu suprapunerea începutului cusăturii pe secțiunea cu lungimea de 18-20 mm. Ca rezultat, arcul ar trebui să explodeze. Rotația produsului trebuie să fie rapid accelerată. Dacă această tehnică este efectuată corect, atunci craterul final va fi practic invizibil pe cusătura circulară.
Sudarea trebuie efectuată la viteză maximă, astfel încât un astfel de proces să poată fi efectuat numai de un sudor calificat. Mișcarea arzătorului trebuie să fie dreaptă, fără oscilații transversale. Dacă respectați aceste condiții, puteți obține o suprafață uniformă și uniformă de-a lungul întregii lungimi a cusăturii, cu o bază netedă, oglindă-lucioasă, deasupra și o fuziune uniformă dură pe o parte greșită.
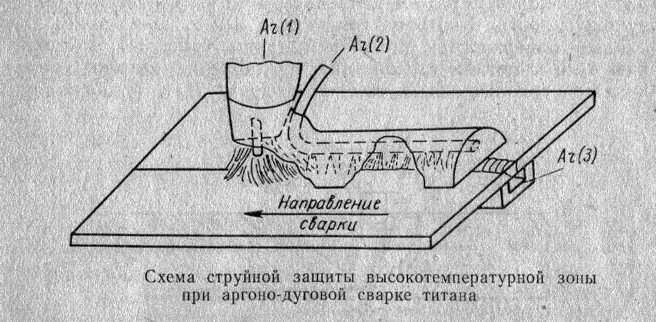
Schema de protecție a jeturilor în timpul sudării cu arc argon.
Elementele care vor fi necesare:
- electrod;
- carcasa izolată termic;
- sârmă pentru aditiv;
- căptușeală;
- tija de carbon;
- dispozitiv de sudare.
Asigurați-vă că ajustați dispozitivul de sudură.
Cum se pregătește suprafața pentru sudare?
În majoritatea cazurilor, baza aliajelor de aluminiu este acoperită cu un strat dens de grosime mică. Un astfel de film are un punct de topire ridicat și o greutate specifică mare. Acest material complică aprinderea și întreținerea arcului în timpul procesului de sudare și, de asemenea, împiedică conectarea marginilor metalului principal cu metalul de umplere. Înainte de a produce sudarea cu arc argon, o astfel de peliculă va trebui să fie îndepărtată de la baza marginilor îmbinate ale aliajelor de aluminiu. Filmul poate fi îndepărtat mecanic sau chimic. Primul este utilizat în cazul producției individuale. În cazul masei, se recomandă utilizarea unei metode chimice de curățare a bazei aliajelor de aluminiu.
Metoda mecanică de curățare a bazelor aliajelor de aluminiu implică îndepărtarea unui strat subțire de metal cu o perie de oțel sau o hârtie de șmirghel de mică grosime. Peria de oțel trebuie să fie din sârmă cu un diametru mai mic de 0, 15 mm.
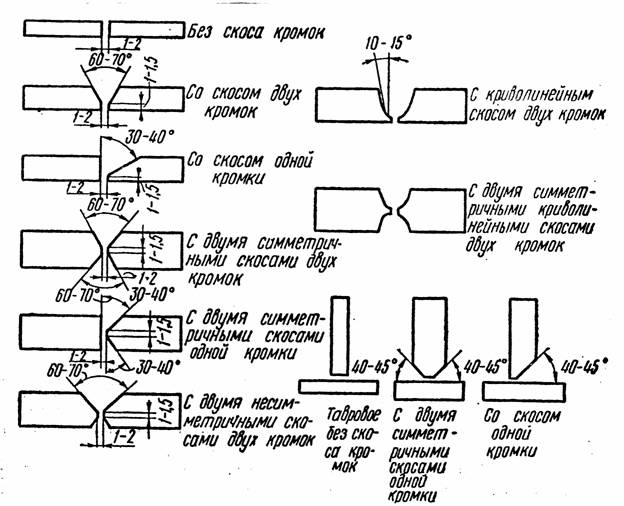
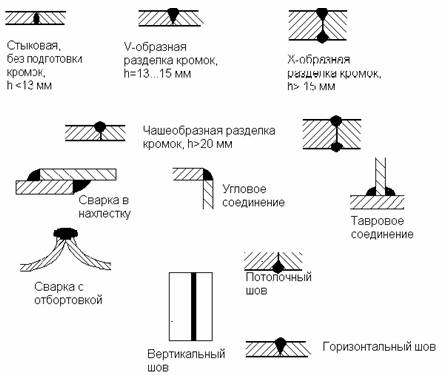
Tipuri de pregătire a muchiilor pentru sudură.
Dacă utilizați un fir de grosime mare, pe bază de aluminiu, există riscuri mari. În acest caz, stratul de film va fi îndepărtat neuniform, ceea ce poate duce la o calitate slabă a sudării.
Dacă curățați baza aluminiu cu o perie din oțel, puteți obține cusături de sudură acceptabile. Înainte de curățare, va fi necesar să se degreseze suprafața, care se poate face cu solvenți.
Baza aliajelor de aluminiu cu zinc sau magneziu este supusă unei curățiri minuțioase. Cea mai ușoară cale de a curăța aliajele de aluminiu cu cupru, fier sau mangan este siliciul.
Tratamente de suprafață
Trebuie remarcat faptul că curățarea mecanică nu poate asigura îndepărtarea uniformă a peliculei din baza aliajelor de aluminiu. Utilizarea unei pensule este destul de dificil de curățat marginile îmbinate. Prin urmare, în locurile în care acest lucru este posibil, va fi necesar să se uzeze mecanic marginile unite pe mașini. Eficacitatea metodei de curățare chimică este determinată prin măsurarea rezistenței de contact, care este proporțională cu grosimea filmului. În acest caz, se recomandă utilizarea unui microvoltmetru, care este gradat în micro-ohme.
Schema cusăturii la sudura cu argon.
Pentru aliajele de aluminiu în sudură cu arc argon, puteți utiliza următoarele metode de procesare chimică:
- Degresarea soluției alcaline și clarificarea suplimentară într-o soluție de acid fosforic.
- Degresarea în soluție alcalină cu o clarificare suplimentară într-o soluție de acid azotic.
Muchiile pieselor care sunt curățate prin una dintre metodele de mai sus pot fi ușor sudate. În acest caz, cusăturile vor avea o bază curată. Aceste metode de curățare au avantajul: pe baza muchiilor tratate, filmul va avea o grosime ușoară timp de 4-5 zile.
Tipuri de conexiune existente
În cazul sudării cu argon a aliajelor de aluminiu, nu există flux, deci în acest caz nu există restricții privind alegerea tipului de îmbinări. Puteți utiliza următorii compuși:
- cap la cap;
- Flare;
- tur-penetrare;
- oblică obișnuită;
- colț comun;
- joint-T.
Tipuri de îmbinări sudate.
Sudarea în capotă a foilor de aluminiu cu o grosime de 0, 8-3 mm trebuie făcută cu goluri mici. La sudarea aluminiului cu o grosime de 1, 5-3 mm, distanța nu trebuie să fie mai mare de 0, 3 mm. Furtunul trebuie utilizat pentru materiale cu grosimea de 0, 8-2 mm.
Suprafața sudată cu arc suprapus este utilizată pentru materiale cu o grosime mai mică de 2 mm. La îmbinarea acestui tip de muchie trebuie apăsat pe căptușeală. Acest lucru este necesar pentru a asigura o fixare strânsă a elementelor unul la celălalt. Cantitatea de suprapunere este determinată pe baza intenției de a se topi prin marginile suprapunerii prin sau nu. În primul caz, muchia foii inferioare trebuie să fie localizată la capătul canalului de formare, astfel încât această muchie să fie utilizată pentru a forma partea de jos a cusăturii. Cantitatea de suprapunere este egală cu lățimea canelurii. Dacă este bine să scoateți marginile, puteți face o conexiune unghiulară pe material cu o grosime de până la 2 mm fără a utiliza un material de umplutură.
Execuția de înaltă calitate a conexiunii implică o potrivire precisă a marginilor. Trebuie să știți că golurile pot provoca o oxidare îmbunătățită a marginilor, ceea ce va duce la porozitatea și apariția zonelor de fuziune care se află pe planul de contact al margini cu aditivul instalat.
Nuanțe de știut
Aliajele de aluminiu au o conductivitate termică ridicată, astfel încât grosimea pieselor de îmbinare trebuie să fie aceeași la locul de sudură. Dacă este necesar să se asocieze piesele cu pereți de grosime diferită, muchia groasă trebuie tăiată la locul de sudură la o grosime egală cu grosimea celeilalte margini.
În locurile în care designul permite acest lucru, se recomandă utilizarea căptușelilor pentru a facilita procesul de sudare a aluminiului cu argon și pentru a face toleranțe mari la fixarea articulației. Căptușeala trebuie să fie din metal inoxidabil. În căptușeala de sub cusătură trebuie prevăzută o canelură.
Butt conexiuni bezkosnye sunt utilizate pentru aliaje de aluminiu cu o grosime mai mică de 3 mm. Dacă piesa de prelucrat este mai groasă, muchiile care vor fi sudate vor trebui să fie cosite.
Structurile cu o grosime a peretelui de 1-3 mm sunt conectate printr-o îmbinare cu un singur strat. Dacă grosimea peretelui este mai mare de 3 mm, îmbinarea cap la cap cu muchii tăiate trebuie sudată în mai multe straturi. Primul strat este de a topi marginile fără material de umplutură, un alt strat trebuie aplicat cu materialul pentru aditivul de pe primul strat finalizat. Înainte de a pune al doilea strat, primul strat trebuie curățat prin metode mecanice sau chimice. Când se poate suda din ambele părți, piesele de prelucrat sunt sudate fără muchii tăiate de grosime de 6, 5 mm.
Schema mașinii de sudură.
În cazul sudării aluminiului cu o grosime mai mare de 1, 6 mm, va trebui să folosiți un fir de aditiv, deoarece baia topită tinde să formeze o bază concavă. Prin urmare, nu va fi posibil să se utilizeze sudarea automată a aliajelor de aluminiu dacă nu există dispozitiv pentru alimentarea mecanică a sârmei pentru aditiv. Asigurați-vă că ați fost configurat pentru acest design.
Articulațiile suprapuse și vaporizatoarele sunt sudate pe conductă pentru aditiv. Un astfel de fir nu poate fi utilizat, dar în acest caz, marginea superioară trebuie topită pentru a putea înlocui firul pentru aditiv.
Tehnologia de sudare a aluminiului
Este destul de dificil să se aprindă un arc de curent alternativ prin atingerea unei baze de tungsten din aluminiu cu un electrod. Pentru a aprinde arcul, la începutul îmbinării de sudură trebuie să puneți o bară de carbon, pe care arcul va fi aprins. După ce electrodul tungsten este încălzit, arcul poate fi ușor excitat pe metalul principal. A aprinde arcul pe tija cărbunelui este destul de simplă. Cărbunele are o conductivitate termică scăzută și, prin urmare, în timpul procesului de scurtcircuit se va încălzi rapid materialul și capătul electrodului tungsten. Cărbunele și tungstenul pot fi caracterizate printr-o emisie termică puternică de la baza lor, datorită căreia un arc stabil va fi excitat în timpul îndepărtării electrodului de wolfram. Capătul încălzit al electrodului tungsten va emite un curent puternic de electroni care susțin arderea arcului în procesul de transfer al acestuia la metal.
Dacă este necesar, sudarea cu arc pe o bază verticală este efectuată de sus în jos pentru o grosime de metal mai mică de 5 mm și de jos în sus pentru o grosime a piesei de prelucrat mai mare de 5 mm.
În unele cazuri, fisurile se pot forma la începutul cusăturii. Pentru a evita acest lucru, va trebui să preîncălziți îmbinarea în partea inițială a cusăturii. Pentru a face acest lucru, pe lungimea de 35-45 mm arcul trebuie să încălzească îmbinarea de mai multe ori, în timp ce arcul trebuie să ardă într-un gaz inert. După aceasta, sudarea cu arc este efectuată la viteza maximă.
Alegerea modului de sudare este influențată de forma geometrică și dimensiunile pieselor. Cu ajutorul sudurii cu arc într-un mediu cu gaz inert, poate fi realizată o turnare din aluminiu. Pentru a preveni apariția fisurilor, piesele turnate trebuie preîncălzite la 400 ° C înainte de sudare. Sudarea este realizată folosind un metal pentru aditiv, compoziția căreia corespunde compoziției turnării metalice. Locurile supuse la sudare vor trebui pre-curățate prin mijloace mecanice. După ce procesul de fierbere este realizat, turnarea trebuie plasată într-o carcasă izolată termic și apoi răcită încet.
În cazul unui proces mecanic de sudare din aluminiu, va trebui să susțineți o viteză specifică de alimentare a sârmei pentru aditiv. Dacă sudarea prin arc este efectuată la o viteză minimă, este important să se prevină supraîncălzirea și oxidarea firelor pentru aditiv.
Un astfel de fir poate fi alimentat în orice mod care va asigura o rată uniformă de alimentare și schimbarea sa. Sudarea mecanică cu arc cu arc este efectuată pe căptușeală. Utilizarea protecției gazelor din interiorul cusăturii nu va da rezultate pozitive.
Argonarea prin sudare cu arc din aluminiu este un proces complex, deci trebuie să cunoașteți tehnologia de conectare.