
Construcția conductelor lungi necesită numeroase îmbinări sudate ale conductelor individuale. Calitatea sudurii poate avea un impact semnificativ asupra performanței întregii autostrăzi. Metodele de control al îmbinărilor sudate fac posibilă vorbirea cu un grad suficient de fiabilitate în ceea ce privește calitatea acestora.
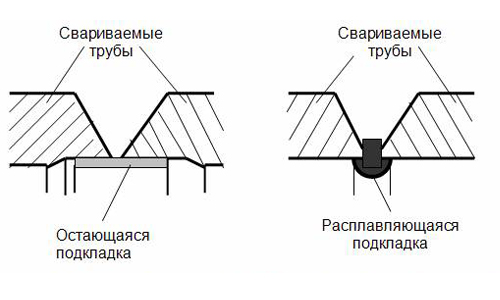
Schemă de asamblare a îmbinărilor de țevi prin sudare.
Standardele guvernamentale reglementează strict necesitatea de a verifica fiabilitatea conductelor. Această verificare este necesară pentru a asigura siguranța serviciilor lor. Testarea nedistructivă a îmbinărilor de țevi sudate este inclusă în sistemul obiectiv de control al calității autostrăzilor și reprezintă o modalitate obligatorie și eficientă de evaluare a fiabilității și siguranței acestora.
Formarea defectelor
La efectuarea sudării conductelor și a efectelor termice corespunzătoare în sudură și în zonele adiacente acesteia se pot forma defecte (fracturi).
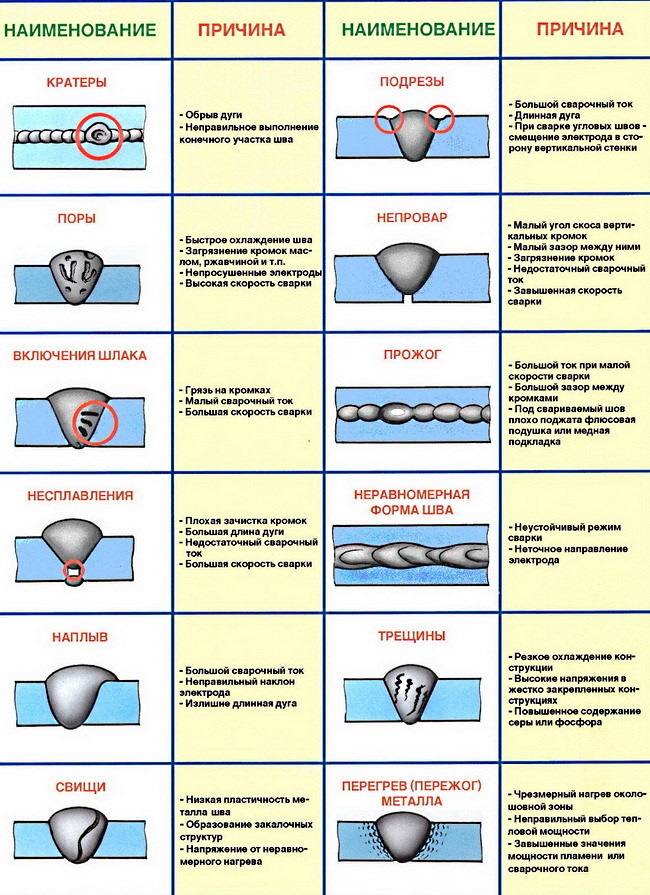
Defecte ale sudurii
Aceste defecte în timpul funcționării pot duce la scăderea caracteristicilor de rezistență ale metalului, la scăderea fiabilității operaționale și a durabilității conductei, la modificarea caracteristicilor de transport, la precizia dimensională insuficientă și la degradarea aspectului. Cauzele principale ale defectelor sunt: încălcări ale tehnologiei de sudare, utilizarea materialelor de proastă calitate sau o calificare insuficientă a lucrătorului. Un număr de defecte ale îmbinărilor sudate sunt vizibile prin inspecția vizuală, dar majoritatea sunt ascunse și pot fi detectate numai prin metode speciale. Cu alte cuvinte, defectele pot fi interne și de suprafață (externe).
Tipuri de daune și defecte
Este posibilă identificarea principalelor forme de defecte în zonele sudate: influxul masiv, subcotarea, penetrarea neuniformă, fisurile și porii (atât externi cât și interni), incluziuni străine.
Defectele pot fi împărțite și din cauza apariției lor. Două grupuri principale se disting: defectele cauzate de caracteristicile metalurgice și efectele termice și defectele cauzate de factorii umani, încălcarea condițiilor de sudare. Primul poate fi atribuit structurii cristalului - fisuri (reci și calde) în secțiunea de sudură și de cusătură, pori, zgură, modificări structurale în metal. Din cel de-al doilea grup, defectele precum dimensiunile de sudură neomormalizate, pătrunderea inegală, subsecțiunile, arsurile, nodulii, craterele, metalul neîncărcat și altele, ies în evidență.
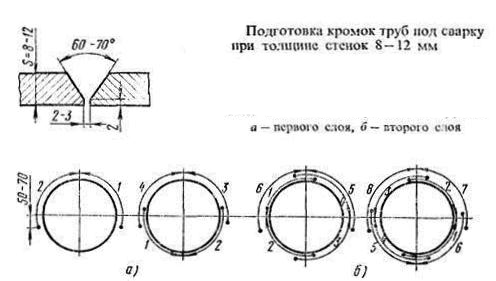
Schema de pregătire a muchiei conductei pentru sudură.
Încălcarea dimensiunilor cusăturii poate afecta fiabilitatea conductelor, astfel încât, în cazul în care astfel de abateri sunt mai mult decât normalizate prin standarde, ele sunt considerate a fi defecte. Astfel de defecte indică indirect prezența defectelor interne în sudură. Defectele principale de acest tip sunt: o inegalitate ascuțită a lățimii și înălțimii sudurii de-a lungul lungimii acesteia, o trecere abruptă de la zona de sudură la sudură, o rugozitate vizibilă a metalului de sudură, șine mari și talpă.
Conducte: analiza diferitelor defecte
Defecțiunea îmbinării sudate sub formă de suprasarcină apare atunci când topitura se scurge puternic în zona rece a suturilor apropiate. Vasele pot avea forma unor picături individuale și pot ajunge la o distanță considerabilă de-a lungul cusăturii de sudură. Cauzele căderii:
- exces de curent de sudare;
- înclinare greșită;
- mișcarea electrodului în timpul sudării;
- ignorând unghiul țevilor atunci când sunt conectate.
Degradarea este adesea însoțită de apariția penetrării inegale și de calitate slabă a metalului de sudură, precum și de apariția fisurilor externe și interne.
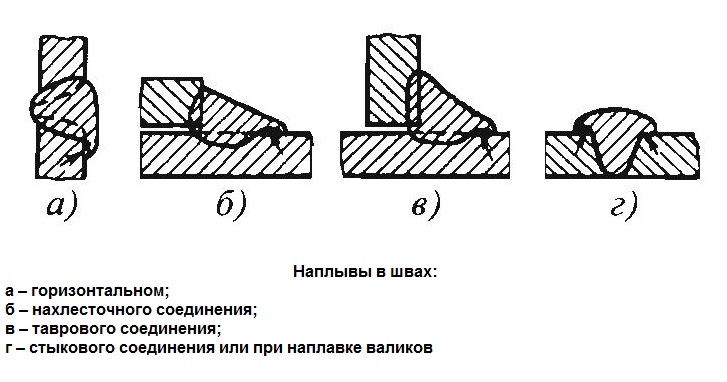
Scheme de formare a nodulilor.
Lamele sunt caneluri din metal care apar la marginea cu o sudura. Un astfel de defect reduce secțiunea transversală efectivă a cusăturii și conduce la apariția unor solicitări excesive care pot duce la creșterea lor în fisuri cu distrugerea ulterioară a îmbinării sudate.
Defectele sub formă de arsuri apar ca niște găuri prin care topitura a curgat din bazinul de sudare. Motivul pentru formarea unui astfel de defect poate fi o viteză de sudare scăzută, un decalaj supraevaluat între capetele conductelor atunci când sunt sudate și un exces al curentului de sudare. Pătrunderea insuficientă sau neuniformă a cusăturilor este cauzată de lipsa unei conexiuni fiabile a muchiilor în zonele mici. Un astfel de defect reduce secțiunea transversală reală a sudurii și conduce la solicitări reziduale, ceea ce poate provoca crăparea și distrugerea ulterioară a metalului.
Fisurile pot fi atribuite celor mai periculoase tipuri de defecte. Ele pot apărea în orice punct al zonei de sudură (inclusiv în regiunea metalică apropiată a metalului) și au orice direcție (longitudinală și transversală). Prin mărimea lor, ele sunt împărțite în microfraguri și crăpături. Un astfel de defect este cauzat atât de condiții incorecte de cristalizare a topiturii, cât și de un exces de concentrații de carbon, sulf și fosfor în bazinul de sudare. Fisurile afectează în mod semnificativ toți parametrii principali ai îmbinărilor sudate ale conductelor.
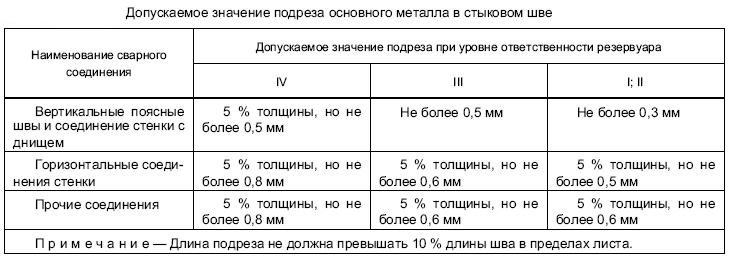
Tabelul valorilor admisibile ale tăieturii în timpul sudării.
Includerile străine slăbesc caracteristicile de rezistență. Cea mai periculoasă este prezența incluziunilor de zgură formate atunci când nu există o curățare insuficientă a zgurii de pe suprafața sudurilor după sudare. Aceste incluziuni accelerează foarte mult coroziunea metalului.
Porii de gaz sau aer se formează de obicei în interiorul sudurii. Ele pot avea un singur caracter și pot proveni din grupuri și chiar formează lanțuri de goluri. Porii se pot așeza pe suprafața metalului, formând indenturi (fistula). Poorurile reduc în mod semnificativ rezistența cusăturilor, iar formarea de lanțuri de goluri poate provoca depresurizarea conductei.
Încălcările în structura metalului de sudură sau în zona aproape fără sudură se pot manifesta printr-o creștere a concentrației de oxizi, micropori și microcracări, granule grosiere. Regimul termic în formarea structurii metalice joacă un rol crucial. Încălzirea excesivă duce la formarea de granule mari în structură. Când ardeți metalul, pot apărea granule cu suprafețe oxidate. Toate acestea conduc la fragilitatea metalului.
Teoria generală a testelor nedistructive
În cadrul metodei de testare nedistructivă se află un set de metode care vă permit să determinați parametrii necesari fără a compromite integritatea îmbinării sudate a conductei. Îmbinările sudate trebuie monitorizate în toate etapele pregătirii, fabricării și pregătirii pentru funcționare și periodic în timpul funcționării.

Factori care afectează calitatea sudurilor.
Metodele de control nedistructive combină controlul prin examinarea externă pentru a detecta defectele externe, pentru a studia etanșeitatea sudurilor îmbinărilor sudate și metodele de control pentru a stabili defectele ascunse folosind dispozitive speciale. Testarea nedistructivă este alocată ca o etapă separată a procesului tehnologic de fabricare a întregii conducte.
Standardele de stat reglementează strict controlul îmbinărilor sudate ale conductelor. Deci, GOST 3242-79 definește șase tipuri de bază de control, iar GOST 30242-97 clasifică tipurile de defecte în îmbinările sudate ale conductelor. Scopul principal al utilizării metodelor speciale este de a determina localizarea și dimensiunea defectelor ascunse, astfel încât toate tehnicile aparțin grupului de detectare a defectelor. Sistemul de testare nedistructivă include următoarele metode: capilare, radiații, acustice, magnetice, ultrasonice.
Inspecție vizuală externă
Prima metodă de testare nedistructivă a îmbinărilor sudate ale conductelor este o inspecție și măsurare vizuală exterioară, care se desfășoară în mod continuu în toate etapele de fabricație și exploatare a conductelor. Mai întâi, prin inspecția vizuală a îmbinării sudate a țevilor, se determină prezența defectelor externe, cum ar fi suprasarcini, tăieturi de pori, cratere de pori, arsuri, crăpături externe și altele. Cu această inspecție, se recomandă utilizarea unei lămpi cu o creștere de zece ori.
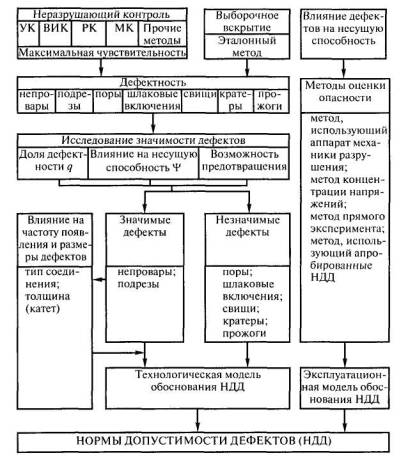
Schema generalizată de fundamentare a normelor de admisibilitate a defectelor.
Următorul pas este măsurarea dimensiunilor elementelor sudate și fixarea localizării defectelor. În timpul măsurării, se stabilesc următoarele dimensiuni ale sudurii: lățimea și înălțimea acesteia, mărimea porțiunilor convexe și colțurile de la marginea cu zona de sutură aproape. Pentru controlul dimensiunilor se utilizează șabloane speciale. Rezultatele măsurătorilor sudurii sunt comparate cu valorile standardizate stabilite de standardele de stat pentru aceste tipuri de sudare.
Test de scurgere
Racurile sudate trebuie să fie etanșe pentru acele substanțe (lichide sau gaze) care sunt transportate prin această conductă. Controlul etanșeității (impermeabilității) se efectuează după asamblarea conductei. Cuprinde următoarele metode de verificare de bază: capilară, chimică, cu bule, precum și prin aspirarea și utilizarea unui detector de scurgeri.
Inspectarea îmbinărilor sudate utilizând metoda capilară se bazează pe proprietatea kerosenului de a folosi capilarele pentru a penetra prin goluri interne (pori, fisuri). Pentru a verifica etanșeitatea sudurii, se aplică o soluție apoasă de cretă și se usucă. Din partea cusăturii de pe suprafața pictată de cretă, suprafața este udată cu kerosen. Dacă s-a produs o scurgere, atunci urme de kerosen vor apărea pe suprafața calcaroasă. Atunci când se utilizează kerosen, va fi posibil să se determine prezența defectelor interne cu o dimensiune mai mică de 0, 1 mm.
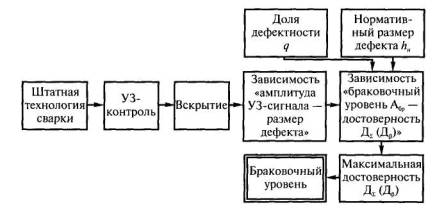
Schema de selecție a nivelului de respingere cu testarea cu ultrasunete a cusăturilor cap la cap.
Controlul etanșeității prin utilizarea amoniacului se bazează pe vopsirea indicatorului la contactul cu alcaline. Indicatorul este o soluție de mercur cu fenolftaleină sau acid azotic, reactivul fiind amoniac în stare gazoasă.
Metoda de control a bulei include verificarea presiunii aerului. Aerul comprimat este pompat în tub și etanșeitatea sudurii este verificată prin bule atunci când secțiunea conductei este imersată într-o baie de apă. Testul se poate baza pe detectarea bulelor de apă atunci când se creează o presiune hidraulică în interiorul țevii. Înainte de testare, suprafața țevii este uscată și, în timpul testării, este asigurată presiunea internă a apei care depășește presiunea de lucru în conductă de 1, 5 ori.
Atunci când se efectuează controlul îmbinărilor sudate ale conductelor critice, se utilizează un control care utilizează un detector de scurgeri de gaze-electrice. Pentru testare se utilizează gaz de heliu, care are o permeabilitate ridicată. O sondă specială pentru detectarea scurgerilor detectează aspectul gazului și o unitate electronică analizează cantitatea și gradul de etanșeitate al sudurii.
Metoda de instalare a defectelor magnetice
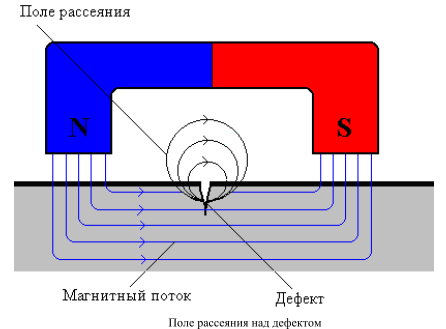
Schema metodei magnetice de control al calității sudurii.
Metodele de testare nedistructivă pentru îmbinările sudate ale conductelor, ținând cont de proprietățile magnetice ale materialelor, permit determinarea localizării defectelor prin studierea împrăștierii magnetice în structuri neuniforme în timpul magnetizării metalului zonei sudate. O parte a țevii este magnetizată utilizând un solenoid plasat în cavitatea interioară sau prin înfășurarea sârmei de înfășurare peste cusătura de sudură. Testarea se efectuează prin metoda pulberii, inducției sau metodei magnetografice, care diferă în ceea ce privește metoda de măsurare a dispersiei fluxului magnetic.
Metoda de control al pulberii implică utilizarea pulberii magnetice (pilituri de fier) depuse pe suprafața zonei sudate. Când un câmp magnetic este creat într-o pulbere, particulele sunt orientate și imaginea spectrului magnetic este formată în mod clar. Deci, puteți detecta fisuri și pori la adâncimi considerabile. Pentru a controla folosirea metodei de inducție, se folosesc căutători în care o forță electromotoare este creată sub influența unui flux magnetic dispersant. În acest caz, se emite un semnal sonor sau apare un semnal de lumină. Metoda de control magnetografic permite înregistrarea fluxului de dispersie pe o bandă magnetică plasată pe suprafața unei îmbinări sudate. Folosind un detector de defecțiuni magnetice, prezența defectelor este determinată prin compararea rezultatelor obținute cu standardul.
Metoda de radiație
Metodele de radiații nedistructive de control al îmbinărilor sudate ale conductelor se bazează pe proprietățile radiației X și radiației gamma. Metalul absoarbe radiațiile în mod diferit în prezența unor defecte sau modificări structurale, care ține cont de această metodă de verificare. Sudurile sunt penetrate de raze folosind surse de radiații speciale. Radiațiile sunt fixate pe un film special, unde zonele de întunecare indică prezența defectelor. Locația și dimensiunile acestora se disting ușor. Sursele de radiații sunt dispozitivele utilizate pe scară largă RUP 150-1 și RUE 120-5-1.
Procedura de testare este similară inspecției cu raze X. Capacitatea de penetrare a razelor gamma este mai mare decât cea a razelor X, ceea ce mărește posibilitățile metodei de radiație a îmbinărilor sudate.
Metoda cu ultrasunete
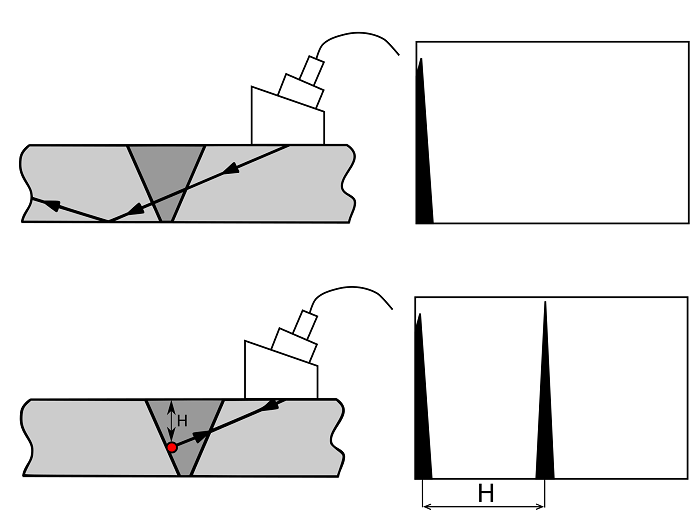
Inspecția ultrasonică a sudurilor.
Metoda ultrasonică nedistructivă de control al îmbinărilor sudate este utilizată pe scară largă pentru fixarea defectelor în majoritatea metalelor. Această metodă utilizează proprietatea undelor ultrasonice de a penetra materialul la o adâncime considerabilă și de a se dispersa la limitele defectelor. Sursa de undă este un piezocristal plasat într-o placă specială (sonda).
Ecografia este aplicată la un unghi diferit de la 40 la 73 ° C pentru a asigura o imagine completă. O altă placă a dispozitivului surprinde undele reflectate. Ca metodă ultrasonică, metoda cea mai răspândită este metoda de ecou, în care dispozitivul înregistrează reflectarea directă a unui impuls de la un defect (ecou). Atunci când se efectuează inspecția îmbinărilor sudate ale conductelor, se utilizează detectoare de defecte ultrasonice de tip TUD-320 sau TUD-310. În plus, se folosesc metode de detectare a defectelor cu ultrasunete și umbre și oglindă.
Instrumente și dispozitive recomandate pentru testarea nedistructivă a sudurilor de conducte:
- lupă;
- șubler vernier;
- micrometru;
- indicator de adâncime;
- procedee de sudură;
- Radiografii, radiații, ultrasunete și detectoare magnetice;
- indicatorul de scurgere;
- analizor de gaze.
Analiza nedistructivă a îmbinărilor sudate ale conductelor este un element important pentru a asigura fiabilitatea și siguranța. Conduita sa este guvernată de standarde și, în mod necesar, în fabricarea și exploatarea conductelor.